Ray Heus
American Painter and Printmaker
Back to Heus Biography Page 1 || ||Back to Heus Page 2

|
Moonlight, Pleasant Bay Variation on a Composition by W.J. Phillips $165 framed Image Size 21/2" x 31/4" Edition of 50 Woodblock |
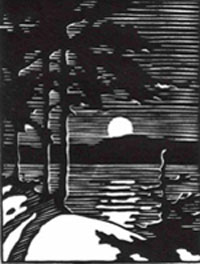
Winter Moon II $165 Framed Image Size 2.5 x 3.5 Woodblock Edition 40 |

Calm Wind $300 Framed Image Size 3.5 x 5 Woodblock Edition 40 |

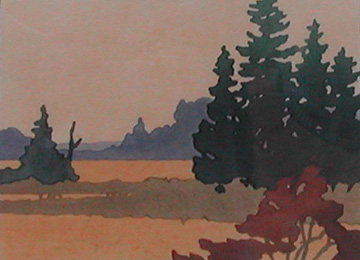
Evening, Passamaquoddy Bay $475 Framed Image Size 7.5 x 5.5 Woodblock Edition 20 |
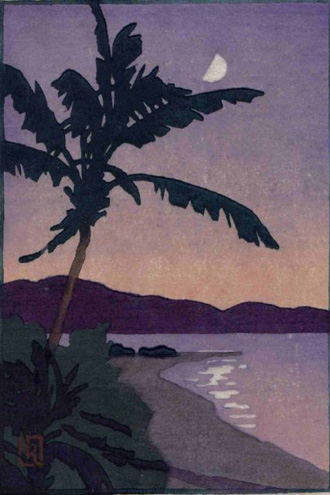
Half Moon, Cane Bay $325 Framed Image Size Woodblock, Edition of 25 |
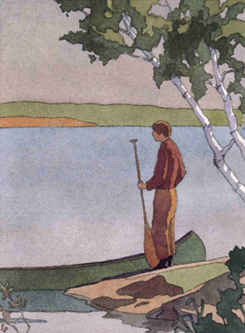
Canoe $350 Framed Image Size 7.25" x 5.25" Aquatint, Edition of 25 |
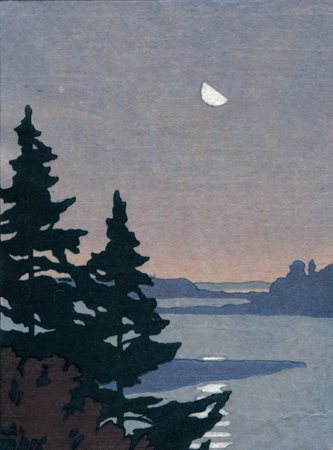
Half Moon, Pleasant Bay $355 framed Image Size 5 3/4" x 4 1/4" Woodblock, Edition of 30 |
|
Moku Hanga Over the course of three centuries the Japanese perfected the making of color prints by hand, culminating in the works of the masters Hokusai, Hiroshi and Toshi Yoshida, and Kawase Hasui. The technique is labor intensive, and the Japanese divided the labor between three different people: one who made the design, one who carved the blocks, and one who printed. In this country and at this time this is not practical, and the western printmaker must do all on his or her own. First, a design is created, and the colors of the finished print are planned. This design is then drawn in outline on thin Japanese paper which in turn is pasted to a hardwood block. Wild Cherry is the preferred wood. This block is carved leaving only the outlines in relief, and notches for registration called kento are carved on the edge of the block which is now the ‘key’ or master block. From it are made as many outline prints as there are to be color blocks, each color requiring a separate block. These prints are in turn pasted to wood blocks, and each is then carved leaving only specific color areas in relief. The making of the kento is exactly and precisely repeated on these blocks, insuring simple and accurate registration. Printing may now begin. Premium quality hand-made Japanese paper (the only paper tough enough to survive the process) is then dampened, the level of dampness must be perfect and must be maintained throughout printing, and impressions are taken from the inked individual color blocks, one at a time, using a Japanese hand-made baren, or printing disk which fuses the ink with the paper, until the print is completed. The number of impressions is always greater than the number of color blocks due to desirable effects that can only be created by over-printing colors and gradation. It is possible to make an almost unlimited amount prints from a set of blocks, but in the West where the printmaker works alone throughout the process, editions are usually relatively small. |
 |
Boat Meadow $275 Framed Color woodblock print Image Size 4.25 x 6 Edition of 50 |
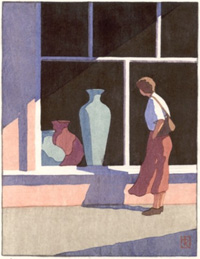 |
Pottery in Wellfleet $500 Framed Image Size 7.25 x 5.25 Framed Size 16" x 14" Edition of 30 |
Back to Heus Biography Page 1 || ||Back to Heus Page 2
About Aquatints || ||About White-Line Woodblock Prints...
|| McBride Gallery Homepage || Contact Us || Show Schedule || Artist List || Educational Topics ||
|| Custom Framing Services || Gallery Services || Art by Medium || Art by Subject ||
![]()
215 Main Street Annapolis MD 21401 • 410-267-7077
Gallery Hours: Monday - Saturday 10:00 - 5:30, Sunday 12:00 - 5:30, Thursday til 9:00pm